Queensland Alumina Limited (QAL) engaged Aspec Engineering to support the replacement of its ageing shiploader, addressing the critical challenge of reducing alumina dust emissions while operating within the load limits of the existing wharf infrastructure.
This article outlines the innovative engineering solutions adopted to improve environmental performance, minimise dust generation and maintain wharf structural integrity, while highlighting the key project outcomes and lessons learned from one of Gladstone’s significant port infrastructure upgrades.
Jump to: Introduction • Problem Definition • Proposed Solution • Project Outcomes & Key Learnings
Introduction
In the ever-evolving landscape of port engineering, the optimization of operations and environmental stewardship are key considerations. Queensland Alumina Limited (QAL) in Gladstone, Australia, faced a pressing need to upgrade their ship loading systems, not only to tackle dust emissions but also to safeguard the longevity of their aging wharf infrastructure, which, due to its age and exposure to marine elements, had experienced deterioration.
This paper describes the innovative ship loader technology that achieved these twin objectives by enhancing dust suppression capabilities on the new shiploader without increasing loading on the existing wharf.
Problem Definition
Alumina, a white, odorless, crystalline powder used for producing aluminum metal, poses a significant challenge in handling due to its easily aerated and airborne dust-prone nature. Prior to its replacement, QALs original Shiploader and conveying system were the source of high alumina dust emissions., As part of a 5-Year Environment Strategy, QAL had committed to reducing these emissions by 2024. The primary causes of these emissions included:
- Inadequate Containment – Despite the conveyors being typically enclosed, the shiploader’s loading boom required intermittent “luffing” (rotation about a horizontal axis) during hatch changes or vessel berthing, which compromised the conveyor seal, resulting in substantial dust emissions.
- Dust Generation and Collection Issues – Outdated conveyors and transfer chutes prone to entraining excess air, coupled with undersized or improperly commissioned belt cleaners and dust collectors, allowed alumina product to bypass containment measures and be released as dust.
- Lack of Flow Control – Inconsistent feed control to the Shiploader from upstream storage sheds exacerbated dust generation by overwhelming existing materials handling and dust collection systems.
Proposed Solution
In 2021, in alignment with its environmental and community commitment, QAL initiated a program to identify and implement a solution to address the root causes of thesedust emissions. After evaluating available technologies, a solution encompassing the installation of a replacement “slewing” style Shiploader with modern dust control technologies, upgrades to upstream conveyor transfer chutes and dust collectors, and enhancements to automation/control systems of the reclaim systems at the upstream storage sheds was chosen.
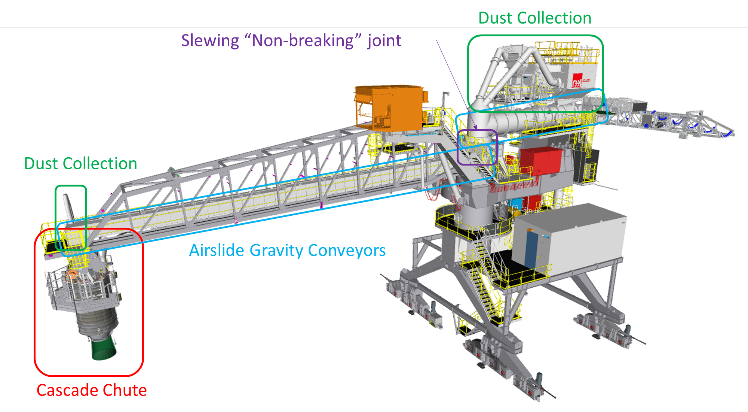
The use of a slewing style Shiploader eliminated the need to luff the boom to the same extent for hatch changes as previously, meaning that the conveyor seal at the landward end of the boom could be maintained continuously and the material remain contained. Furthermore, the selected Shiploader incorporated several state-of-the-art dust control features:
- Enhanced “airslide” or “air-gravity” conveyors utilizing low-pressure air to fluidize alumina, facilitating sealed downhill flow with no moving parts to ensure comprehensive containment of product and resulting dust.
- Utilization of a Cleveland™ Cascade loading chute, maintaining consistent slow flow speed through a sequence of inclined cones within a dust containment shroud, preventing air entrainment and dust generation [1].
- Implementation of state-of-the-art self-cleaning dust collectors generating negative pressure within the system to prevent dust escape.
- Improved belt cleaning at the tripper discharge point onto the Shiploader, including primary and secondary cleaners, and “air-knife” cleaners.
Project Outcomes and Key Learnings
In early 2022, the detailed design and supply of the Shiploader and upstream dust control upgrades was awarded to Reel Alesa, a specialist Alumina materials handling supplier. Following design, fabrication, off-site erection and pre-commissioning, the machine was transported to the QAL site via Heavy Lift Vessel (HLV) and delivered, fully assembled, in November 2023 for tie in works and commissioning. In December 2023, the machine commenced full operations with negligible dust emissions, marking a significant success. However, several key learnings emerged from the project:
Firstly, the existing wharf condition was aging and require weight limits to be enforced to reduce risk.. Although a remediation programme was in place, it was critical that the Shiploader wheel loads did not exceed acceptable limits. The use of a low profile, light machine, in combination with modern load limiting control systems and a focus on weight management ensured that the wharf was not overloaded.
Secondly, it was extremely difficult to define measurement and acceptance criteria for the tolerable level of dust post upgrade. This highlighted the need for more quantifiable criteria (e.g. dust 24 hr levels below PM10 150µg/m3).
Thirdly, constraints posed by the slewing machine’s manoeuvrability, especially when loading geared vessels, necessitated comprehensive pre-arrival manoeuvrability and hatch loading studies. This ultimately proved crucial to the development of appropriate vessel load plans and the smooth operation of the shiploader.
Finally, the offshore fabrication and full assembly of the shiploader proved successful in minimizing berth operation disruptions, though stringent third-party quality inspections were essential to rectify significant defects which were identified prior to delivery to site.
In summary, operation to date of the project components achieved its core environmental objective of “zero-visible dust,” showcasing the prowess of the project team while operating within the constraints of wharf load limits, geometry, existing operations, time, and cost.


References
- Cleveland Cascades Ltd (2023) “The Cascade Concept” https://clevelandcascades.co.uk/products/the-cascade-concept/
- Reel Alesa (2023). QAL Shiploader Design Model
- Small, C (2023) Photo of Shiploader HLV Unloading
- Mayers, A (2023), Photo of Shiploader Operations
Bulk Materials Handling & Port Infrastructure
Aspec Engineering provides engineering solutions for bulk materials handling and port infrastructure, helping clients improve operational performance while balancing safety, environmental and structural requirements.
To discuss your next port or bulk handling project, contact our team.

Adam Mayers is a Director at ASPEC with over 20 years’ experience in the heavy industrial and resources sectors. He is a Chartered Professional Engineer and holds a PhD in Mechanical Engineering. Having led projects at many of Australia’s key bulk export ports, Adam is known for his holistic approach, integrating diverse engineering disciplines to deliver innovative, sustainable solutions that enhance project value.